Pneumatic Actuated Valve Manufacturer in USA
A pneumatic actuated valve is an automated industrial component that uses compressed air to open, close, or modulate flow. By converting the energy of compressed air into mechanical motion, this valve eliminates the need for manual operation. An SVR Global pneumatic electric valve is widely utilized in industrial settings because it is fast-acting, reliable, and inherently safe for use in environments where electrical sparks could pose a fire risk.
How does a Pneumatic Actuated Valve Work?
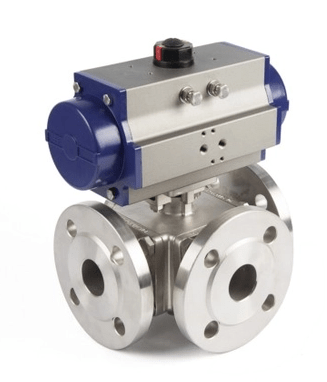
The system consists of a pneumatic actuator mounted onto a valve body. When compressed air enters the actuator chamber, it pushes against a piston or a diaphragm. This movement creates a linear or rotary force that turns the valve stem, shifting the valve into the desired position. This valve is typically Double Acting, using air for both opening and closing, or Spring Return, which uses a mechanical spring to return the valve to a safe position (fail-safe) if air pressure is lost.
Materials and Construction :
The construction is robust to handle high-frequency cycling:
- Valve Body: Stainless Steel (CF8M), Carbon Steel (WCB), or Ductile Iron.
- Actuator Housing: Anodized aluminium or stainless steel for corrosion resistance.
- Internal Components: Chrome-plated steel or hardened alloys for the piston and drive shaft.
- Seals: High-performance NBR or Viton to ensure an airtight and leak-proof system.
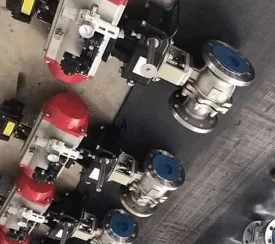
Types of Pneumatic Actuated Valve :
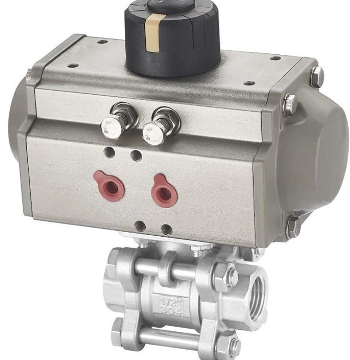
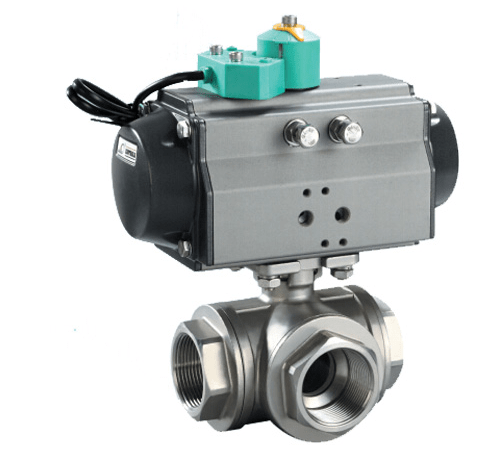
- Pneumatic Ball Valve: It is the best choice for rapid on-off control and tight sealing.
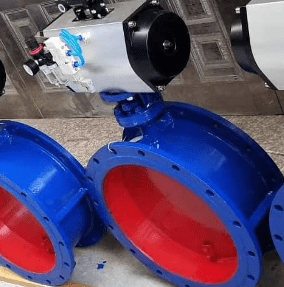
- Pneumatic Butterfly Valve: This is ideal for managing large flow volumes in compact spaces.
- Pneumatic Globe Valve: This is primarily used for precise throttling and flow regulation.
- Pneumatic Knife Gate Valve: This is designed for handling slurries and heavy media.
Industry Applications :
Due to their fast response times, this valve is standard in:
- Oil and Gas: Remote emergency shutdown systems.
- Chemical Processing: Safely managing hazardous or flammable fluids.
- Water Treatment: Controlling large-scale filtration and pumping stations.
Standards and Technical Specifications :
Our pneumatic actuated valve is designed to meet international engineering benchmarks:
- Air Pressure Requirement: Typically 3 to 8 bar.
- Rotation: 90-degree (quarter-turn) or multi-turn.
- Standards: Compliance with ISO 5211 (mounting interface), NAMUR (for accessory mounting), and ATEX (explosion protection).
Inspection and Quality Testing :
To ensure the actuator and valve function perfectly together, we perform:
- Cycle Testing: Operating the valve repeatedly to ensure smooth and consistent movement.
- Leak Testing: Verifying both the valve seat and the pneumatic seals under pressure.
- Fail-Safe Verification: Testing the spring-return mechanism to ensure it closes during power loss.
Why Choose SVR Global?
SVR Global provides a pneumatic actuated valve that is engineered for high-cycle environments. Our actuators feature hard-anodized surfaces to prevent internal wear and high-quality seals that extend the maintenance interval. By combining precision-manufactured valves with responsive actuation technology, we offer a solution that maximizes plant uptime and enhances operational safety.