Control Valve Manufacturer in USA
At SVR Global, control valves act as the arm of an industrial process. It is a mechanical device that manages how fluids, such as liquid, gas, or steam, move through a system. By adjusting its opening, the valve regulates essential factors like pressure, temperature, and flow levels. This keeps an automated system running smoothly without manual intervention.
How does a Control Valve Work?
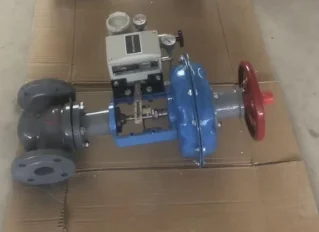
A valve functions as part of a control loop. When a system sensor detects a change in pressure or temperature, it sends a signal to the valve’s actuator. The actuator then moves the internal stem and plug to either open or close the flow path. This modulation ensures that the process variables remain within the specific safety and operational limits required by the plant.
Materials and Construction
The right material is crucial for safety and durability. A control valve is built to handle intense pressure and different chemical environments using: –
- Carbon Steel (WCB, WCC, LCB): The standard for high-pressure utility work.
- Stainless Steel (SS304, SS316): Necessary for preventing rust and dealing with corrosive materials.
- Specialty Alloys: Materials like Duplex or Inconel are used for extreme conditions that would degrade standard metals.
- Lining Options: PFA or PTFE linings are available for handling aggressive chemicals.
Types of Control Valve
- Control Globe Valve: Best for precise throttling where you need exact control.
- Control Ball Valve: Reliable for quick, tight shut-offs.
- Control Butterfly Valve: A space-saving choice for larger piping systems.
- Angle and Cage Designs: Specifically built to handle noise and cavitation damage in high-stress setups.
Applications of a Control Valve
You will find a control valve in any environment where automation is important. It is essential for:
- Energy & Power: Managing steam and condenser pressure.
- Oil, Gas, and LNG: Controlling flow in refineries and offshore platforms.
- Chemical Plants: Safely moving reactive or corrosive fluids.
- Water Management: Regulating levels in large-scale treatment facilities.
Technical Standards and Quality Control
Reliability in the field comes down to strict adherence to global engineering benchmarks. As prominent Control Valve Manufacturers in USA for Industrial Process Class 150–2500, CF8, WCB, WCC, F51, F55 for mediums like water, oil and gas, we ensure every unit meets the highest safety certifications. A control valve is designed to meet API 6D and ASME B16.34 guidelines. Before any valve leaves the facility, it undergoes thorough testing. This includes hydrostatic and leak checks, following API 598 or EN 12266-1 protocols, and material verification to ensure the metal meets the exact specifications needed for the job. Standard EN 10204 3.1 certification is provided to verify these results.
Design Features for Long-Term Use
Modern systems require more than just basic opening and closing. A control valve has:
- Noise and Cavitation Trims: Internal designs that prevent pitting and vibration caused by high-pressure drops.
- Safety Stems: Anti-blowout designs to protect operators.
- Automation: Integration with pneumatic, electric, or hydraulic actuators.
Why Partner with SVR Global?
As one of the leading Control Valve Manufacturers in USA and Canada- SVR Global focuses on providing engineered solutions instead of just off-the-shelf hardware. By prioritizing precise modulation and strict safety compliance, a control valve offers a longer service life and lower maintenance costs for plant operators and contractors worldwide.